




机械传动送料
通过电机、减速机,链轮、链条带动送料辊旋转,操作送料、退料按钮将工件送到带锯床锯条锯切位置。这种方式适用于大规格棒料或板材,精度要求不高,不需要大批量生产的材料。
带锯床自动送料
自动送料机指能自动的按规定要求和既定程序进行运作,人只需要确定控制的要求和程序,不用直接操作的送料机构。即把物品从一个位置送到另一个位置,期间过程不需人为的干预即可自动准确的完成的机构。一般具有检测装置,送料装置等。主要用于各种材料和工业产品半产品的输送,也能配合下道工序使生产自动化。
带锯床安装锯条说简单也简单说复杂也复杂。下面我们来说一些关于带锯条安装的事情。带锯条的安装,首先分清楚规格型号的匹配;其次要能够知道各项正常参数或者状态;还要能及时的发现问题。
jmc <焦作>建贸机械设备有限公司
<焦作>建贸机械设备有限公司
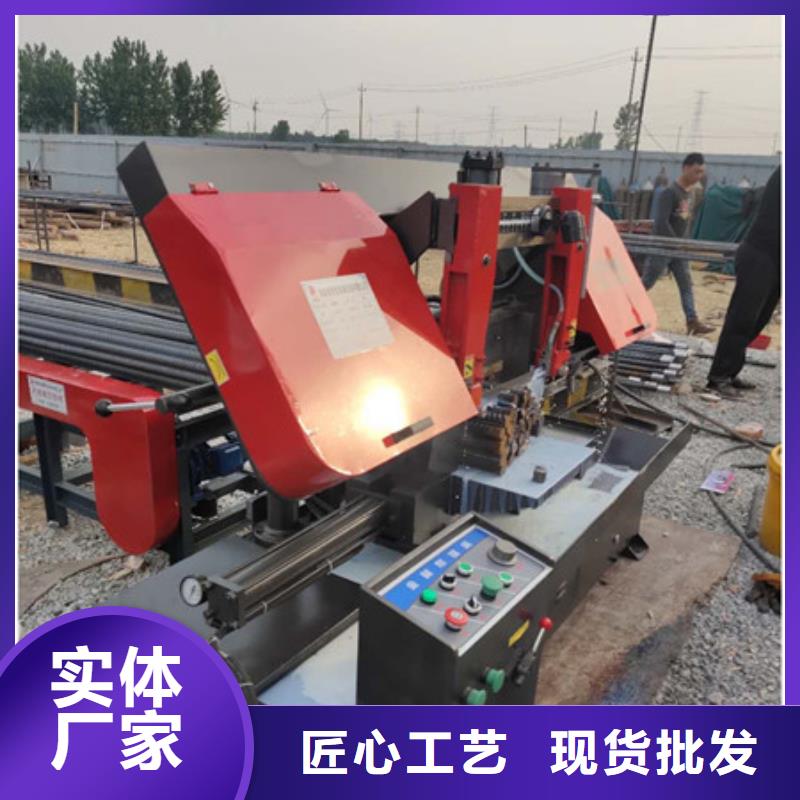
钢筋锯床是根据客户需求设计专业锯钢筋经济型锯床,适用于高铁隧道等工地的钢筋齐头锯断;工作夹紧采用液压夹紧,操作方便;锯切稳定,精度高;双立柱结构,操作平稳;导向块结构合理,延长锯条的使用寿命。
主要技术规格:
锯削尺寸(圆料、方料) 400mm、250mm、500mm
成捆料(宽*高) 300*180mm
带锯条(长*宽*厚)4570*31*1.06mm
锯削速度(无级调速) 18-90m/min
锯带轮直径 585mm
出料盘长度520mm
后钳送料进给次数9
一次 送料长度590mm
冷却液箱容量90L
液压油箱容量70L
性能闪光点:1.自动控制系统设定锯切全过程的自动程序,亦可选用手动操作。2.设备操作状态,参数设定,操作指示,操作极为简单且效率高。
1.底座
是采用了箱形结构钢板焊接而成的。在底座中含有电气按钮控制箱、电气配电板箱、液压油箱、液压泵站以及液压管路等。
2.床身
是采用了铸铁件一般是固定在底座上则中间是夹料虎钳和手动送料机构此外还有工作台等。
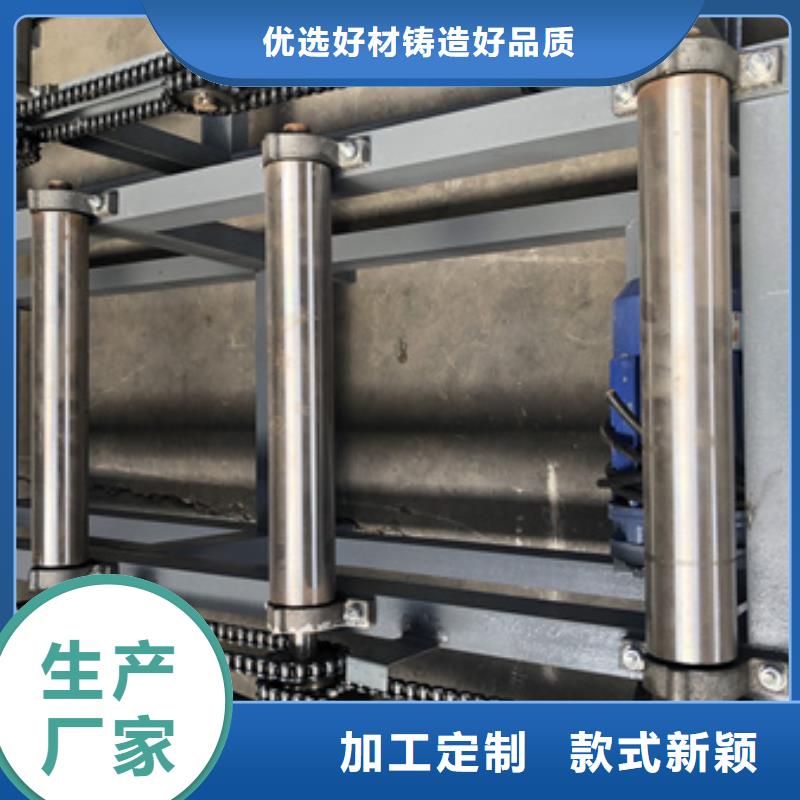
3.锯梁和传动机构
是由厚钢板切割而成的因此具有很好的刚性其中含有蜗轮箱、被动轮以及锯条张紧装置等且锯条的运转速度一共分为三档。
4.锯条导向装置
主要是由导向臂和导向头所组成的此外还有导向轮和导向块等以保证锯条的切削精度从而能够减少振动。
5.张紧装置
主要是由滑板座、滑板、丝杆等组成的顺时针是张紧锯条逆时针则是松开锯条。
 jmc
jmc
金属带锯床主要用于锯割碳素结构钢、低合金钢、高合金刚、特殊合金钢和不锈钢、耐酸钢等各种金属材料,双立柱金属带锯床主要部件有:底坐;床身、立柱;锯梁和传动机构;导向装置;工件;张紧装置;送料架;液压传动;电气控制;及冷却。液压传动由泵、阀、油缸、油箱、管路等元辅件组成的液压回路,在电气控制下完成锯梁的升降,工件的。通过调速阀可实行进给速度的无级调速,达到对不同材质工件的锯切需要。
电气控制由电气箱、控制箱、接线盒、行程开关、电磁铁等组成的控制回路,用来控制锯条的回转、锯梁的升降、工件的等,使之按一定的工作程序来实现正常切削循环 开车前必须按机床部位(钢丝刷轴、蜗轮箱、轴承座、蜗杆轴承、升降油缸上下轴、活动虎钳面丝杆)要求加油。蜗轮箱内的蜗轮、蜗杆采用30号机油油浴,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于位置时,油面应位于油标的上、下限之间。一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。
箍筋拉爨不需搭接,较之手工作业节省材料,降低了施工成本
由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间。
产品特点
自动送线机构,可在线调整间距,误差小,成型质量高。
自动焊机,焊点,减轻劳动强度
变频控制拖笼机构,行走精度高
自动拖笼设计,避免焊接过程中因笼子自重导致其弯曲变形。
自动上料装置,加快上料速度,提率。
模板采用模板环加导管组合,可加速更换笼子直径和变换笼子主筋根数
平立滚式矫治装置,矫直效果好,寿命长。
控制系:PLC,触摸屏,ABB变频器。
